Первая встреча между Avers и SR SCHINDLER состоялась в декабре 2019 года на выставке ICCX в Санкт-Петербурге, где Avers посетил стенд TOPWERK GROUP и выразил непосредственный интерес к отделке бетонных блоков. Обе стороны обменялись соответствующей информацией и организовали тур в Германию на весну 2020 года. К счастью, эта запланированная поездка была своевременной, поскольку она была до запрета на въезд и поездки из-за пандемии короновируса. Илья Андреади и Николай Попандопуло из Аварса приехали в Германию, чтобы посетить несколько отделочных заводов, оборудованных SR Schindler, в марте 2020 года. Эти визиты были настолько убедительными, что сразу же началась работа над предлагаемым дизайном и расценками. Окончательные обсуждения были завершены в SR Schindler в Регенсбурге уже в сентябре 2020 года, а контракт на отдельную линию отделки поверхности был подписан 19 октября 2020 года.
Специальное новое здание было построено рядом с уже существующим зданием для размещения финишной линии и систем рециркуляции воды. Поскольку существующее здание имело ограниченное пространство и другие препятствия, новое здание и линия отделки поверхности должны были учитывать эти ограничения. Продукты загружаются и выгружаются двухслойными штабелерами, каждый из которых оснащен тележкой с 4-сторонним захватом, приводимым в действие электродвигателем. Оба штабелера устанавливаются в линию с одной и той же стороны. Таким образом, линия калибровки-шлифования и линия дробеструйной обработки-завивки-нанесения покрытий имеют U-образную форму. Чтобы обеспечить работу только одной упаковочной линии, линия калибровки-шлифования и линия дробеструйной обработки-завивки-нанесения покрытий работают независимо, но не одновременно. Либо продукты проходят через обе линии в сочетании, либо только одна из двух линий используется для производства и последующей упаковки.
Рабочая ширина линии составляет 1200 мм. Самый маленький отдельный камень в слое имеет размеры 100х100 мм. Все изделия имеют распорки. Продукты транспортируются в упаковках на транспортных поддонах по мощному роликовому конвейеру в положение для снятия штабеля. Там они снимаются слой за слоем с укладчика 1-го слоя и помещаются на гидравлический подъемный стол калибровочно-шлифовальной линии или перронный конвейер. Конвейер фартука транспортирует слои в положение подачи линии дробеструйной обработки-завивки-нанесения покрытия.
Пустые транспортные поддоны снимаются с помощью углового перемещения и переносятся на транспортировку пустых поддонов под полом с помощью подъемно-опускного стола. В конце этой транспортировки пустых поддонов другой подъемно-опускной стол поднимает пустые транспортные поддоны обратно наверх и посредством угловой передачи перемещает в положение загрузки. После контроля качества все слои готовой продукции - независимо от того, через какой процесс отделки они прошли - собираются в пакеты исключительно в этом положении, а затем упаковываются.
3D Визуализация всего отделочного цеха
КАЛИБРОВОЧНО-ШЛИФОВАЛЬНАЯ ЛИНИЯ
Гидравлический подъемный стол перемещается из исходного положения вверх к захвату укладчика слоев. После захвата слоя подъемный стол опускается, и задвижка положения перемещает положение в последующий гидравлический барабанный поворот, чтобы повернуть положение на 180°. Подъемный стол предотвращает столкновение между задвижкой положения и захватом укладчика слоев, таким образом, линия калибровки-шлифования отсоединяется от захвата укладчика слоев.
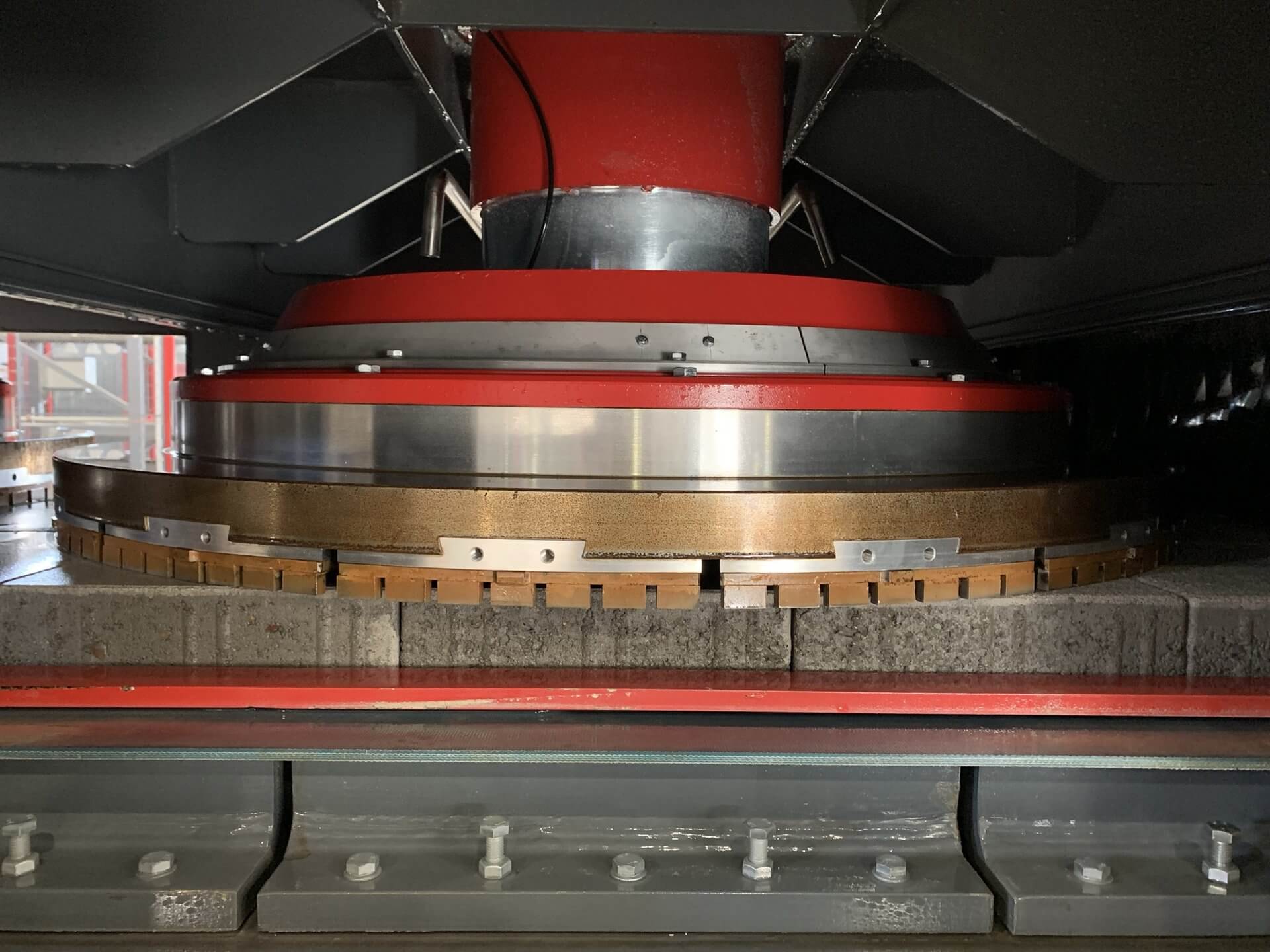
После процесса поворота на 180 ° с использованием барабанного токарного станка сторона бетона с обратной смесью может быть откалибрована для устранения производственных допусков, таких как конусность или различия в толщине изделия. По этой причине отдельные слои выталкиваются из барабанного токарного станка и передаются в калибровочную машину последующим толкателем слоев в бесконечном ряду. Калибровка выполняется мокрым способом с использованием 2 шлифовальных дисков с алмазными фрезерными сегментами, вращающимися вокруг вертикальной оси. Шлифовальные диски приводятся в движение электродвигателем с частотной регулировкой и регулируются двигателем по высоте.
Калибровочная машина с барабанными поворотниками
Продукты покидают калибровочную машину в бесконечном ряду и должны быть снова отформатированы в отдельные слои, чтобы их можно было снова повернуть на 180 ° во 2-м барабанном токарном станке, а затем лицевой стороной вверх для процесса шлифования. Для этой цели продукты выталкиваются из калибровочной машины бесконечным рядом на роликовый конвейер без привода. Толкатель последующего слоя имеет 2 каретки. 1-й отделяет слой от непрерывного ряда и помещает его на стол. Оттуда 2-я каретка принимает его и перемещает в барабанный токарный станок, в то же время слой в барабанном токарном станке перемещается на следующий конвейер.
Шлифовальный станок
Пластинчатый конвейер расположен под углом 90° к калибровочной секции. Он транспортирует слой в последующее положение переноса, из которого толкатель следующего слоя вставляет слой в бесконечный ряд в шлифовальный станок с 6 станциями. Секция шлифования проходит параллельно секции калибровки в противоположном направлении подачи. Шлифование также производится мокрым способом.
Во время шлифования видимая сторона изделия сглаживается, а зерна разрезаются, создавая визуально привлекательную и приятную на ощупь поверхность. В зависимости от желаемого внешнего вида поверхности количество обрабатывающих станций может варьироваться. Например, продукт, подлежащий дробеструйной обработке после шлифования, не обязательно обрабатывать на всех 6 станциях шлифовального станка. В зависимости от используемой смеси и заполнителей часто бывает достаточно 4 станций для создания наилучшего внешнего вида.
Используемые инструменты представляют собой фрезерные инструменты, оснащенные промышленными алмазами, а также сглаживающими и шлифовальными сегментами. Все инструменты монтируются на универсальных пластинах. Все сегменты имеют направляющие пластины в виде ласточкиного хвоста и могут быть быстро заменены. Благодаря сменным пластинам и частотным регуляторам на всех станциях калибровочно-шлифовального станка все станции могут использоваться универсально.
Шлифовальная станция с алмазными фрезерными сегментами
Отшлифованные изделия и напротив калибровочная машина
После обработки на шлифовальном станке изделия должны высохнуть, чтобы их можно было либо дополнительно обработать на линии дробеструйной обработки-завивки-нанесения покрытия, либо упаковать сразу после шлифования. Закрытая сушильная линия с 10 высокопроизводительными воздуходувками, установленными над и под конвейером, обеспечивает необходимый процесс сушки. Ролики конвейера также разбивают бесконечный ряд, а расположенный ниже по потоку толкатель слоев перемещает слои на пластинчатый конвейер, где выполняется визуальный контроль качества. Здесь любые продукты 2-го выбора эффективно заменяются продуктами 1-го выбора. После этого контролируемые слои транспортируются по конвейеру фартука в положение подачи на линии дробеструйной обработки-скручивания-нанесения покрытия или в положение приема укладчиком 2-го слоя. Измельченные продукты, которые не подлежат дальнейшей обработке и должны быть упакованы сразу после измельчения, поднимаются из этого положения тележкой с электромеханическим 4-сторонним захватом укладчика 2-го слоя. Затем каретка перемещает слои на ожидающий пустой поддон для формирования транспортировочного куба.
ЛИНИЯ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ-КЁРЛИНГА-НАНЕСЕНИЯ ПОКРЫТИЯ
Ввод осуществляется через толкатель слоев, который перемещает продукты слой за слоем из устройства подачи фартука в дробеструйную машину. Там мелкие частицы цемента удаляются с поверхности бетонных изделий, тем самым частично обнажая архитектурные заполнители, такие как включения гранита. Поверхности, обработанные дробеструйной обработкой, характеризуются высоким визуальным и тактильным качеством, а также устойчивостью к скольжению.
В дробеструйной машине шарики из стали или нержавеющей стали диаметром от 0,6 мм до 0,8 мм выбрасываются на поверхность изделия с помощью специальных турбин. Продукты, которые необходимо подвергнуть дробеструйной обработке, помещаются на перфорированную конвейерную ленту во время обработки и очищаются после процесса дробеструйной обработки с помощью продувочной станции. Абразивные шарики проходят через перфорированную ленту, собираются, очищаются и подаются обратно в технологический процесс. Любая пыль, образующаяся во время обработки, извлекается фильтрующим устройством, установленным на машине.
На выходе дробеструйной машины отдельные слои собираются с помощью толкателя слоев в непрерывный ряд и далее обрабатываются в последующей машине для кёрлинга.
Процесс кёрлинга удаляет излишки цемента с поверхности изделия. Зернистость поверхности полируется электрически регулируемыми по высоте и частотно регулируемыми завивочными щетками, вращающимися вокруг горизонтальной оси. Кёрлинг особенно подходит для структурированных поверхностей, поскольку структура сохраняется, а гибкие щетинки позволяют обрабатывать более глубокие участки. Для изделий, на которые необходимо нанести покрытие, кёрлинг является незаменимым этапом технологического процесса, поскольку она удаляет остаточную пыль с поверхности с помощью очистки под высоким давлением.
Машина для кёрлинга оснащена двумя технологическими туннелями, каждый из которых оснащен двумя щеточными роликами. Щетки, расположенные под углом в несколько градусов, попеременно вращаются в противоположных направлениях, что позволяет избежать следов линий на поверхности изделия. Отдельная система фильтров обеспечивает практически полное отсутствие пыли в зале. Как в дробеструйной машине, так и в машине для кёрлинга запыленный воздух не транспортируется наружу по трубам, а очищается с помощью агломерационных ламелей и возвращается в зал. Это предотвращает попадание холодного воздуха в зал.
Машина для кёрлинга с панелью управления на поворотном рычаге
Специальный конвейер линии нанесения покрытий
На последующем накопительном роликовом цепном конвейере открывается бесконечный ряд и осуществляется контроль качества. Дефектные изделия удаляются оператором из потока продукции и заменяются на бездефектные. Система остановки, встроенная в накопительный роликовый цепной конвейер, разделяет слои, а толкатель слоев перемещает отдельные слои на конвейер с перроном. Устройство подачи фартука расположено под прямым углом к линии дробеструйной обработки-завивки. На перронном конвейере установлен инфракрасный туннель предварительного нагрева с электроприводом и регулируемой высотой. В зависимости от используемых химических веществ он нагревает покрываемые изделия примерно до 30°C и обеспечивает лучшее сцепление грунтовки. Датчик температуры ниже по потоку проверяет, достигнута ли желаемая температура.
В конце ленточного конвейера толкатель слоев транспортирует продукты на специальный конвейер, одновременно распыляя слои грунтовкой. Специальный конвейер составляет конструкция длиной примерно 18 м с пластинами Hardox и окружающими скользящими балками для послойной транспортировки. Конвейер самоочищающийся.
Инфракрасный нагревательный туннель для сушки загрунтованных продуктов, модуль распыления для нанесения герметика и инфракрасный нагревательный туннель для сушки продуктов с покрытием расположены линейно над специальным конвейером. 3 нагревательных туннеля, которые могут перемещаться с помощью электродвигателя, идентичны по конструкции и каждый оснащен 6 нагревательными кассетами, каждая с 7 инфракрасными лампами. Специальный конвейер проходит параллельно в направлении, противоположном направлению транспортировки линии дробеструйной обработки-завивки. Распылительные установки предназначены для нанесения покрытий, не содержащих растворителей.
После нанесения покрытия соответствующий слой перемещается скользящей балкой в положение захвата и поднимается там 4-сторонним захватом укладчика 2-го слоя и помещается на ожидающий транспортный поддон. С помощью комбинированного распределителя прокладок защитная пленка может быть вставлена между отдельными слоями продукта или гранулы могут быть посыпаны, а пленка может быть помещена на верхний слой упаковки. Переключение между соответствующими носителями происходит автоматически. Упаковки продуктов, защищенные таким образом на транспортных поддонах, теперь проходят через отдельные упаковочные станции на сверхмощном роликовом конвейере. Сначала они привязываются горизонтально, а затем вертикально. После этого готовые упаковки окончательно закрываются пластиковым колпаком, на котором нанесен логотип компании, чтобы защитить их во время транспортировки.
Распылительный туннель
Контроллер Siemens S7-1500 в общей сложности 21 распределительном шкафу контролирует всю отделочную установку. Все шкафы управления размещены на платформе, предоставленной клиентом в соответствии с нашими предложениями. Для работы с установкой доступно 9 устройств управления – по одному устройству для калибровочного станка, шлифовального станка, струйного станка, керлинга, нагревательного туннеля и распыления, горизонтальной обвязки, вертикальной обвязки, вытяжки и полной установки (основной HMI). Основные машины представляют собой стационарные сенсорные панели Siemens, которые крепятся к поворотным рычагам на машинах, устанавливаются на подставку или выполняются в качестве пульта управления. Для управления общей линией и управления рецептами используется промышленный ПК, установленный на предназначенном для этого рабочем месте. 3 беспроводных планшетных ПК с подключением Wi-Fi также используются для управления общей линией. Через VPN-роутер можно получить доступ к объекту онлайн и оказать помощь в случае сбоев.
Механическая безопасность (двери, заборы) была предоставлена клиентом в соответствии с требованиями SR Schindler. Правильное выполнение и монтаж были проверены. За разработку и реализацию отказоустойчивой электробезопасности отвечал старший ответственный SR Schindler. Общая установка разделена на 18 зон безопасности, что позволяет частично отключать отдельные зоны, не блокируя производство в других областях.
Наконец, оригинальная цитата Николая Попандопуло: "Я никогда не видел таких красивых машин". Мы также гордимся тем, что эти системы спроектированы так, чтобы работать так же хорошо, как они выглядят.