Im Dezember 2019 auf der ICCX in St. Petersburg zeigten Mitarbeiter der Fa. Avers aus Kasachstan erstes Interesse an der Veredelung von Betonsteinen. Kontaktdaten wurde ausgetauscht und eine Besichtigungstour in Deutschland für das Frühjahr 2020 ins Auge gefasst. Gerade noch rechtzeitig vor Einreise- und Reiseverboten aufgrund der Corona Pandemie, kamen Herren Ilya Andreadi und Nikolay Popandopulo, zur Besichtigung von SR Schindler Veredelungsanlagen im März 2020 nach Deutschland. Sichtlich beeindruckt von dem Gesehenen begannen unmittelbar nach dem Besuch die Arbeiten an den Layoutvorschlägen und den Angeboten. Bereits im September 2020 wurden die Endverhandlungen bei SR Schindler in Regensburg geführt und am 19.10. 2020 wurde der Vertrag über eine Stand-Alone Veredelungslinie geschlossen.
Für die Veredelungslinie wurde eine bestehende Halle um eine neue Halle ergänzt. Aufgrund des begrenzten Baugrunds und der Gegebenheiten der vorhandenen Halle mussten Hallenneubau und Veredelungslinie diesen Beschränkungen Rechnung tragen. Ein- und Ausgabe der Produkte erfolgen über zwei Lagenstapler mit jeweils einem Fahrwagen mit elektromotorischer 4-Seitenzange. Beide Lagenstapler sind in einer Linie auf der gleichen Seite montiert. Kalibrier-Schleiflinie und Strahl-Curling-Coating Linie sind deshalb jeweils U-förmig ausgeführt. Da nur eine Verpackungslinie konzipiert wurde, können Kalibrier-Schleiflinie und Strahl-Curling-Coating Linie nicht unabhängig voneinander gleichzeitig betrieben werden. Entweder durchlaufen die Produkte beide Linien in Kombination, oder es wird nur in einer der beiden Linien produziert und anschließend verpackt.
Die Arbeitsbreite der Anlage beträgt 1.200 mm, der kleinste Einzelstein innerhalb einer Lage misst 100x100 mm. Alle Produkte haben Abstandshalter. Die Produkte werden paketweise auf Transportpaletten auf einem Schwerlastrollenförderer zur Abstapelposition transportiert. Hier werden sie lagenweise vom 1. Lagenstapler abgenommen und auf den hydraulischen Hubtisch der Kalibrier-Schleiflinie oder auf ein Plattenband gelegt. Das Plattenband transportiert die Lagen dann zur Eingabeposition der Strahl-Curling-Coating Linie.
Die entleerten Transportpaletten werden über eine Winkelübergabe ausgeschleust und über einen Hub-/Senktisch zum unterflurigen Leerpalettentransport gebracht. Am Ende dieses Leerpalettentransports bringt ein weiterer Hub-Senktisch die leeren Transportpaletten wieder nach oben und über eine Winkelübergabe in die Beladeposition. Alle veredelten Produktlagen – egal welche Veredelung sie durchlaufen haben, werden nach der Qualitätskontrolle ausschließlich an dieser Position wieder zu Paketen zusammengeführt und anschließend verpackt. Auf dem ca. 16 m langen unterflurigen Leerpalettenförderer können die Transportpaletten auch gepuffert werden. Eine weitere Pufferposition befindet sich auf der 0-Ebene.
3D Darstellung Linie
KALIBRIER-SCHLEIFLINIE
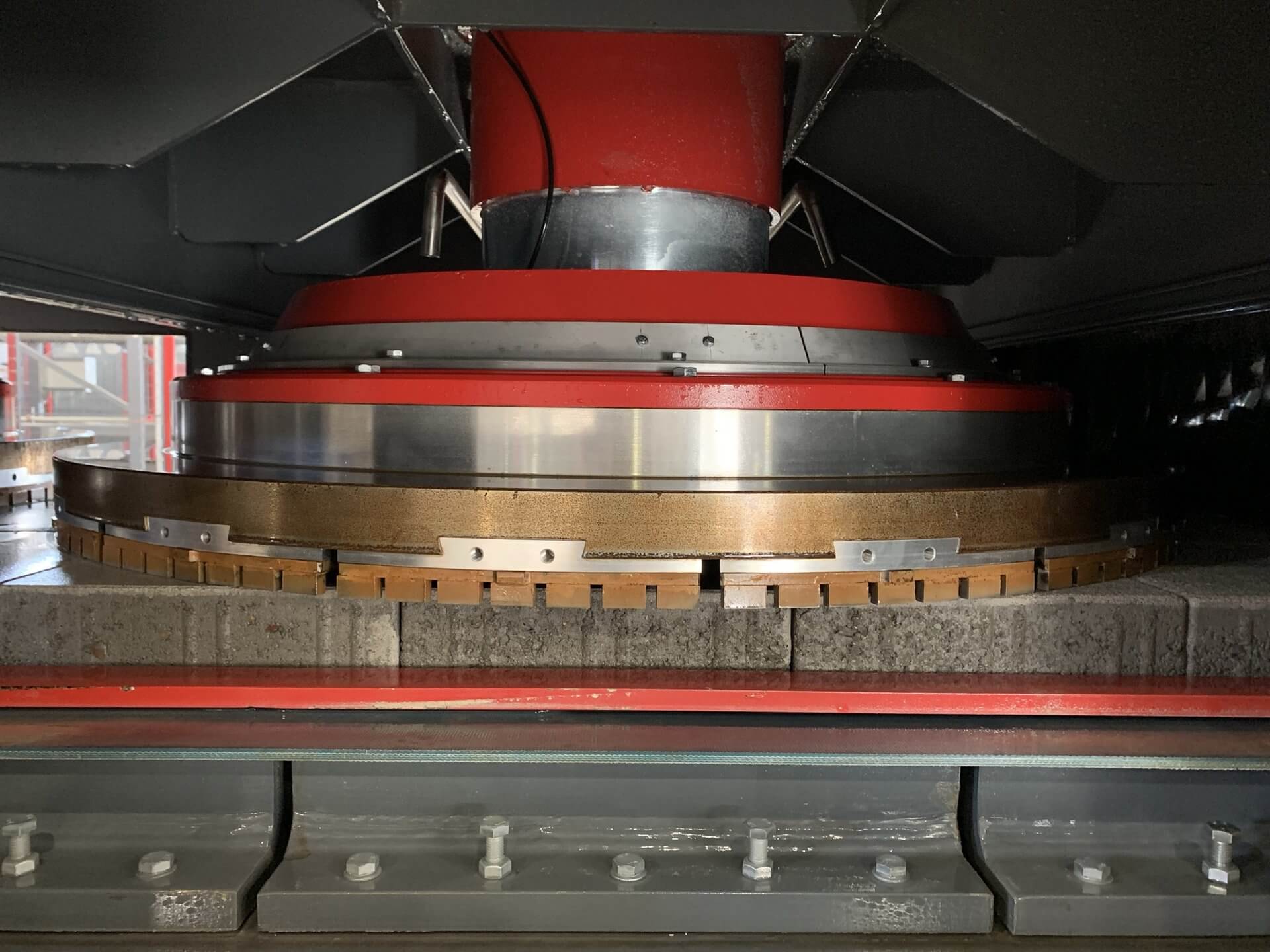
Der Hubtisch fährt von der Homeposition nach oben, der Zange des Lagenstaplers entgegen. Nach Übernahme der Lage senkt der Hubtisch ab und ein Lagenschieber schiebt die Lage in den nachfolgenden hydraulischen Trommelwender, um die Lage um 180° zu wenden. Durch den Hubtisch wird eine Kollision von Lagenschieber und Zange des Lagenstaplers verhindert, die Kalibrier-Schleiflinie wird sozusagen vom Lagenstapler, bzw. der Zange entkoppelt. Nach dem 180° Wendevorgang mittels Trommelwender kann die Hinterbetonseite dann kalibriert werden, um fertigungsbedingte Toleranzen, wie beispielsweise Konizitäten oder Schwankungen der Produktstärke zu eliminieren. Zu diesem Zweck werden die einzelnen Lagen aus dem Trommelwender herausgeschoben und von einem nachfolgenden Lagenschieber im Endlosstrang an die Kalibriermaschine übergeben. Die Kalibrierung erfolgt im Nassbetrieb mit Hilfe von 2 um die Hochachse rotierenden Schleiftellern mit Diamant-Frässegmenten. Die Schleifteller sind elektromotorisch und frequenzgeregelt angetrieben und in der Höhe motorisch verstellbar.
Kalibriermaschine mit beiden Trommelwendern
Die Produkte verlassen die Kalibriermaschine im Endlosstrang und müssen jetzt wieder in Einzellagen formatiert werden, damit sie im 2. Trommelwender erneut um 180° gewendet werden können und die Vorsatzseite dann für den Schleifprozess nach oben weist. Zu diesem Zweck werden die Produkte von der Kalibriermaschine im Endlosstrang auf die nicht angetriebene Rollenbahn geschoben. Der nachfolgende Lagenschieber besitzt 2 Fahrwagen, der 1. trennt eine Lage vom Endlosstrang und schiebt sie auf einen Tisch. Von dort wird sie vom 2. Fahrwagen übernommen und in den Trommelwender geschoben, gleichzeitig wird die im Trommelwender befindliche Lage auf das nachfolgende Plattenband geschoben.
Schleifmaschine
Das Plattenband ist im 90° Winkel zur Kalibrierstrecke angeordnet. Es transportiert die Lage zur nachfolgenden Übergabeposition, von der aus der nächste Lagenschieber die Lage im Endlosstrang über einen Übergabetisch in die Schleifmaschine mit 6 Stationen einschiebt. Die Schleifstrecke verläuft parallel zur Kalibrierstrecke in gegenläufiger Förderrichtung. Das Schleifen erfolgt ebenfalls im Nassbetrieb. Die erforderliche Wasseraufbereitung wurde vom Kunden beigestellt.
Beim Schleifen wird die Sichtseite des Produkts geglättet und das Korn aufgeschnitten, wodurch eine optisch und haptisch ansprechende Oberfläche erzeugt wird. Je nach gewünschtem Oberflächenbild kann die Anzahl der Bearbeitungsstationen variiert werden. Ein Produkt, das beispielsweise nach dem Schleifen noch gestrahlt werden soll, muss nicht zwingend mit allen 6 Stationen der Schleifmaschine bearbeitet werden. Hier genügen in Abhängigkeit zur Mischung und den verwendeten Zuschlagstoffen oftmals 4 Stationen.
Als Werkzeuge kommen mit Industriediamanten besetzte Fräswerkzeuge und Glätt- und Schleifsegmente zum Einsatz. Sämtliche Werkzeuge sind auf Universaltellern montiert. Die Glätt- und Schleifsegmente haben Schwalbenschwanzführungen und können schnell ausgewechselt werden. Aufgrund der Universalteller und der Frequenzregelungen an allen Stationen der Kalibrier – und der Schleifmaschine sind alle Stationen universell einsetzbar.
Schleifstation mit Diamantfrässegmenten
Geschliffene Produkte und gegenüberliegend die Kalibriermaschine
Nach der Bearbeitung in der Schleifmaschine müssen die Produkte getrocknet werden, um sie anschließend entweder in der Strahl-Curling-Coating Linie weiterzubearbeiten oder um sie unmittelbar nach dem Schleifen paketieren zu können. Dafür sorgt eine eingehauste Trockenstrecke mit insgesamt 10 Hochleistungsgebläsen, die über bzw. unter einer Förderstrecke montiert sind. Die Rollen der Förderstrecke lösen zudem den Endlosstrang auf und ein nachgeordneter Lagenschieber übergibt die Lagen auf ein Plattenband, auf dem die visuelle Qualitätskontrolle erfolgt. Produkte 2. Wahl werden hier manuell durch 1.Wahl Produkte ersetzt. Danach werden die kontrollierten Lagen auf dem Plattenband zur Eingabeposition in die Strahl-Curling-Coating Linie, bzw. in die Abholposition durch den 2. Lagenstapler befördert. Geschliffene Produkte, die nicht weiterbearbeitet und nach dem Schleifen sofort paketiert werden sollen, holt der Fahrwagen mit elektromechanischer 4-Seitenzange des 2. Lagenstaplers an dieser Position ab und verfährt die Lagen zur wartenden Leerpalette, um sie hier abzulegen.
STRAHL-CURLING-COATING LINIE
Die Eingabe erfolgt über einen Lagenschieber, der die Produkte lagenweise vom Plattenband an die Strahlmaschine übergibt. Hier werden feine Zementanteile aus der Oberfläche der Betonprodukte herausgelöst und damit stilgebendes Gesteinskorn wie beispielsweise Graniteinschlüsse teilweise freigelegt. Gestrahlte Oberflächen zeichnen sich durch eine hochwertige optische und haptische Qualität und Rutschsicherheit aus.
In der Strahlmaschine werden Stahl- oder Edelstahlkugeln mit einem Durchmesser von 0,6 mm bis 0,8 mm mittels spezieller Turbinen auf die Produktoberflächen geschleudert. Die zu strahlenden Produkte liegen während der Bearbeitung auf einem perforierten Transportband und werden nach dem Strahlvorgang mit Hilfe einer Abblasstation gereinigt. Das Strahlmittel fällt durch das perforierte Band, wird gesammelt, gereinigt und dem Prozess erneut zugeführt. Während der Bearbeitung entstehender Staub wird mit einer auf der Maschine montierten Filtereinrichtung abgesaugt.
Am Auslauf der Strahlmaschine werden die Einzellagen mittels Lagenschieber zu einem Endlosstrang zusammengesetzt und in der folgenden Curlingmaschine weiterbearbeitet.
Durch den Curlingprozess werden überschüssige Zementanteile aus der Produktoberfläche herausgelöst und die Körnung in der Oberfläche wird durch die um die Horizontalachse rotierenden elektrisch höhenverstellbaren und frequenzgeregelten Curlingbürsten poliert. Die Oberfläche erhält dadurch einen samtig schimmernden Glanz., Curling ist besonders für strukturierte Oberflächen geeignet, weil die Struktur erhalten bleibt und die Bearbeitung durch die biegsamen Borsten auch in tiefer liegenden Partien möglich ist. Für zu beschichtende Produkte ist das Curlen ein unabdingbarer vorgelagerter Prozessschritt, weil damit der Reststaub auf der Oberfläche mittels Hochdruckabreinigung entfernt wird.
Die Curlingmaschine ist mit zwei Bearbeitungstunneln mit jeweils zwei Bürstenwalzen ausgestattet. Die um einige Winkelgrade schräg angeordneten Bürsten rotieren wechselweise gegenläufig, wodurch Strichspuren auf der Produktoberfläche vermieden werden. Eine separat stehende Filteranlage sorgt für nahezu staubfreie Luft in der Halle. Sowohl bei der Strahlmaschine als auch bei der Curlingmaschine wird die staubhaltige Luft nicht durch Rohre ins Freie transportiert, sondern mittels Sinterlamellen gereinigt und in die Halle zurückgeleitet. Eindringen von Kaltluft in die Halle wird dadurch vermieden.
Curlingmaschine mit Bedienpanel an Schwenkarm
Spezialförderer Coatinglinie
Auf einem nachgeordneten Staurollenkettenförderer wird der Endlosstrang aufgelöst und die Qualitätskontrolle durchgeführt. Fehlerhafte Produkte werden vom Bediener aus dem Produktstrom entnommen und durch fehlerfreie ersetzt. Ein in der Staurollenkettenbahn integriertes Stoppersystem trennt den sich auflösenden Endlosstrang in Lagen und ein Lagenschieber übergibt die Einzellagen auf ein Plattenband. Das Plattenband ist rechtwinklig zur Stahl-Curling Linie angeordnet. Auf dem Plattenband ist ein elektromotorisch höhenverstellbarer Infrarot Vorheiztunnel montiert, der die zu beschichtenden Produkte abhängig von den zu verwendenden Chemikalien auf ca. 30°C erwärmt und eine bessere Anhaftung der Grundierung sicherstellt. Ein nachgeordneter Temperatursensor überprüft, ob die gewünschte Temperatur erreicht ist.
Am Ende des Plattenbands transportiert ein Lagenschieber die Produkte auf einen Spezialförderer und besprüht die Lagen dabei gleichzeitig mit der Grundierung. Der Lagenschieber ist mit 2 Fahrwagen ausgestattet – Fahrwagen 1 schiebt die Lagen auf einen Übergabetisch, von dem Fahrwagen 2 die Lagen übernimmt und auf den Spezialförderer übergibt. Bei der Rückwärtsfahrt von Wagen 2 (beim Abholen der Lage) wird die Grundierung mittels Düsenleisten auf die Lagen aufgesprüht.
Bei dem Spezialförderer handelt es sich um ein ca. 18 m lange Konstruktion mit Hardoxplatten und umlaufenden Schiebebalken für den lagenweisen Transport. Der Förderer ist selbstreinigend.
Über dem Spezialförderer sind linear hintereinander ein Infrarot Heiztunnel zum Trocknen der grundierten Produkte, ein Besprühmodul zum Auftragen der Beschichtung und ein Infrarot Heiztunnel zum Trocknen der beschichteten Produkte angeordnet. Die 3 elektromotorisch verfahrbaren Heiztunnel sind identisch ausgeführt und sind mit jeweils 6 Heizkassetten mit jeweils 7 Infrarot Lampen ausgestattet. Der Spezialförderer verläuft parallel in entgegengesetzter Förderrichtung zur Strahl-Curling Linie. Die Besprühungen sind für lösungsmittelfreie Beschichtungsmittel ausgeführt.
Nach dem Beschichten wird die jeweilige Lage von dem Schiebebalken in die Abholposition verbracht und dort von der 4-Seitenzange des 2. Lagenstaplers aufgenommen und auf die bereitstehende Transportpalette abgesetzt. Mittels kombiniertem Zwischenlagenspender können zwischen die einzelnen Produktlagen Schutzfolien eingelegt oder Granulat eingestreut und auf die oberste Paketlage eine Folie aufgelegt werden. Der Wechsel zwischen den jeweiligen Medien erfolgt automatisch. Die so geschützten Produktpakete auf Transportpaletten laufen jetzt auf einer Schwerlastrollenbahn durch die einzelnen Paketierstationen. Zunächst werden sie horizontal und anschließend vertikal umreift. Im Anschluß daran werden die fertigen Pakete von einem Haubenstrecher abschließend transportsicher mit einer Plastikhaube, die mit dem Firmenlogo bedruckt ist, überspannt.
Besprühtunnel
Eine Siemens S7-1500 Steuerung in insgesamt 21 Schaltschränken steuert die gesamte Veredelungsanlage. Die Schaltschränke sind alle auf einer vom Kunden nach unseren Vorschlägen beigestellten Plattform untergebracht. Für die Anlagenbedienung stehen 9 Bediengeräte – jeweils ein Gerät für Kalibriermaschine, Schleifmaschine, Strahlmaschine, Curlingmaschine, Heiztunnel und Besprühungen, Horizontalumreifung, Vertikalumreifung, Haubenstretcher und die Komplettanlage (Haupt HMI) zur Verfügung. Bei den Hauptmaschinen handelt es sich dabei um stationäre Siemens Touchpanels, die an Schwenkarmen an den Maschinen befestigt, auf Standfuß montiert oder als Bedienpult ausgeführt sind. Zur Steuerung der Gesamtlinie und für die Rezeptverwaltung dient ein Industrie PC, der am dafür vorgesehenen Arbeitsplatz montiert ist. 3 kabellose Tablet PCs mit Wi-Fi Verbindung dienen ebenfalls zur Steuerung der Gesamtlinie. Über VPN Router kann online auf die Anlage zugegriffen und bei Störungen Hilfe geleistet werden.
Die mechanische Sicherheit (Türen, Zäune) wurde vom Kunden nach SR Schindler Vorgaben beigestellt. Die korrekte Ausführung und Montage wurde von SR Schindler Vorort überprüft. Konzipierung und Realisierung der fehlersicheren elektrischen Sicherheit lag in der Verantwortung von SR Schindler. Die Gesamtanlage ist in 18 Sicherheitsbereiche aufgeteilt und erlaubt damit eine Teilabschaltung einzelner Bereiche, ohne die Produktion in anderen Bereichen zu blockieren.
Zum Schluss noch ein Originalzitat von Nikolay Popandopulo: „Ich habe noch nie so schöne Maschinen gesehen“. Unsere Antwort darauf: Die laufen auch so.
Bei Fragen zu Inspektionen, Wartungen, individuellen Anlagenoptimierungen oder Anlagenerweiterungen sowie zu Ersatz- oder Verschleißteilen, wenden Sie sich bitte an unseren After Sales Service.