SETTLINE SP. Z O.O. investiert in ein neues Betonsteinwerk
2. Mai 2023
Settline Sp. z o.o., einer der führenden Hersteller von Betonprodukten in Polen, hat in Zusammenarbeit mit unserem Team und SR SCHINDLER in eine neue Produktionsanlage für Betonsteine und Pflastersteine investiert.
Die hochmoderne Anlage verfügt über die Hochleistungs-Betonstein- und Pflastersteinmaschine RH 2000-4 MVA, die mit nahezu allen verfügbaren Optionen ausgestattet ist, um eine breite Palette an hochwertigen Produkten herzustellen.
Das polnische Unternehmen TRANSKOM BIAŁDYGA SP. Z O.O. mit seinem Hauptsitz in Jaryszów entschied sich, am Standort Sieroniowice in ein komplett neues Betonsteinwerk inkl. Veredelungsanlagen zu investieren. Dabei betraute TRANSKOM die weltweit führenden Anbieter HESS GROUP für die Betonsteinanlage und SR SCHINDLER für die komplett integrierte Veredelungstechnik mit der Planung und Ausführung des gesamten Fertigungs- und Veredelungsprozesses. Beide Unternehmen sind unter dem Dach der TOPWERK Gruppe zu finden, die seit 2013 die weltweit führende Unternehmensgruppe im Bereich der Maschinen und Anlagen für die industrielle Herstellung von Betonprodukten darstellt. Dadurch erhielt TRANSKOM die Planung, Installation und Inbetriebnahme aus einer Hand und vermeidet somit Schnittstellenverluste.
Die von TRANSKOM neu gegründete Firma SETTLINE SP. Z O.O. produziert auf der von der HESS GROUP gelieferten Maschine „RH 2000“ u. a. Pflastersteine, Betonplatten, Bordsteine und Treppenstufen, die in der anschließenden Veredelungslinie umfassend bearbeitet werden können. Realisiert wurden die Prozesse Altern, Strahlen, Curlen, Beschichten, sowie eine Doppel-Spaltlinie mit Bypass-Kantenbearbeitung und Verpacken.
Steinfertiger
Das Herzstück der Anlage ist der Steinfertiger RH 2000-4 MVA. Hier hat die Firma Settline nahezu alle verfügbaren Optionen gewählt und kann somit ein großes Portfolio an Betonsteinprodukten vorweisen.
Der Maschinenrahmen ist extrem stabil und langlebig, er besteht im unteren und oberen Bereich aus Brennteilen in Vollmaterial, um den starken Vibrationskräften der Variotronic Rüttlung instand zu halten. Um eine optimale Steinhöhenkontrolle zu gewährleisten, befinden sich 4 Auflastzylinder an der Maschine, was vor allem für große Formate von Vorteil ist. Dem Buchstaben „M“ in dem Kürzel „MVA“ kann man entnehmen, dass es sich um eine MAC8 Steuerung handelt. Diese ist erheblich schneller und präziser als eine SPS. Als Signale gehen die Positionswerte der Auflast, der Form und beider Füllwagen mittels Balluff-Messstäben in die Steuerung, werden ausgewertet, und als Steuergröße an die Ventile der Hydraulik herausgegeben. Dadurch ist eine Echtzeitkommunikation unter den Komponenten möglich, woraus überschneidende und maschinenschonende Bewegungen resultieren.
Die VARIOTRONIC
Als Vibrationssystem kommt das bewährte HESS VARIOTRONIC zum Einsatz. Sie besteht aus 4 Vibrationseinheiten, die jeweils über einen Servomotor angetrieben werden. Dabei können zum einen die Phasenwinkel zwischen 2 Rüttlerpaaren (und somit die Rüttelkraft) stufenlos eingestellt werden, zum anderen können unabhängig davon die für die einzelnen Vibrationsvorgänge optimalen Rüttelfrequenzen gewählt werden. Im Vorsatzfüllwagen ist die von HESS patentierte Vorsatzglättrolle installiert, die eine optimale und gleichmäßige Befüllung des Vorsatzes gewährleistet und das Ausgraben des Vorsatzbetons verhindert.
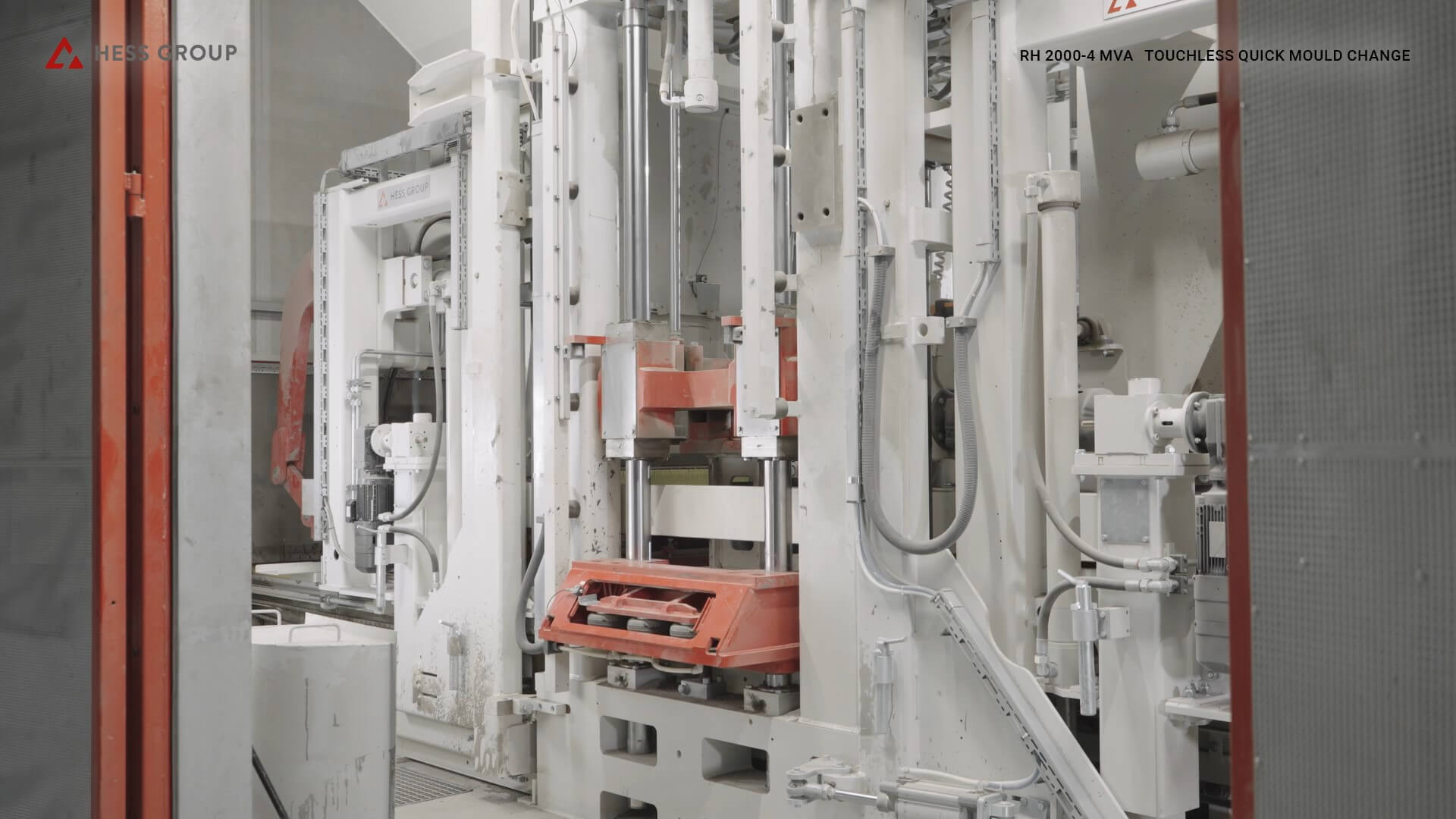
Automatisches Formschnellwechselsystem
Ein Formwechsel ist durch dieses System innerhalb von ca. 5 Minuten möglich, wird durch nur einen Bediener durchgeführt. Die neue Form kann während der laufenden Produktion zwischen Brettsilo und Schallschutzkabine auf den elektrisch angetriebenen Formwechselwagen aufgesetzt werden, ohne die Produktion zu unterbrechen. Beim Formwechsel wird dann die alte Form mit der Auflast auf einer Fertigungsunterlage abgesetzt, entriegelt und anschließend unter dem Vorsatzteil hindurch aus der Schallschutzkabine transportiert. Die Form wird dann automatisch auf der Nassseite ausgeschleust. Die neue Form wird parallel dazu durch den elektrischen Formwechselwagen unter dem Kernbetonteil hindurch in die exakte Aufnahmeposition gefahren und automatisch verklemmt. Vorsatz und Kernbetonteil werden dazu mittels Schnellhubzylindern hochgefahren, um den Vorgang zu beschleunigen.
RH 2000-4 MVA
Gegenüber der Formausschleusung befindet sich die Produktkontrolle. Dies ist ein zusätzlicher Keilriemenförderer, der einzelne Bretter ausschleusen kann, ohne den Produktionsablauf zu behindern. Dort können ohne Zeitdruck die Steinhöhe und Qualität geprüft und das Brett auf Knopfdruck wieder eingeschleust werden. Ab dieser Position transportiert ein Freihubförderer die Fertigungsunterlagen in Richtung Hubleiter.
Über dem Freihubförderer ist eine Auswaschanlage mit 3 Stationen angeordnet, diese Konstruktion ist eine neue Entwicklung der Hess Group, entwickelt um die Taktzeit an dieser Stelle so gering wie möglich zu halten. Dabei werden die Bretter zur Bearbeitung bei jeder Station angekippt.
1. Station: Auswaschen mit 2 oszillierenden Hochdruckdüsenleisten. 2. Station: Klarspülen der ausgewaschenen Oberfläche durch einen Schwallkasten. 3. Station: Abblasen des überschüssigen Wassers, um Tropfenbildung im Regal zu vermeiden.
Hinter der Auswaschanlage befindet sich eine weitere Kontrollposition, um die gewaschenen Steine zu sichten. Vor der Hubleiter ist eine Imprägniereinrichtung installiert, um die Oberflächen zu versiegeln, oder spezielle Mittel aufzubringen.
Trockenkammer
Die Trockenkammer ist als großvolumige Klimakammer mit insgesamt 7800 Fertigungsunterlagen ausgeführt und besitzt eine automatische Temperatur und Feuchtigkeitsregelung. Hubleiter, Senkleitern und Fahrzeuggruppe fassen jeweils 30 Fertigungsunterlagen mit einem Etagenabstand von 200 mm. Dies ist möglich, da die Fertigungsunterlagen eine Breite von 1520 mm haben, somit können die Gabeln der Fahrzeuggruppe neben den Produkten angeordnet werden. Bei Bedarf kann auch nur jede zweite Etage besetzt werden, um höhere Produkte in der Trockenkammer einzulagern.
Trockenkammer Übersicht
Trockenseite
Auf der Trockenseite befinden sich zwei parallele Transportstrecken, die als Freihubförderer ausgeführt wurden. Dadurch können gleichzeitig zwei unterschiedliche Produkte transportiert werden und somit die Veredelung und Paketierung von Standardprodukten zeitgleich erfolgen. Beide Linien sind unmittelbar nach den Senkleitern mit einem Bypass verbunden, um bei Bedarf auch eine Linie von zwei Senkleitern versorgen zu können (z. B. Mischbetrieb). An beiden Trockenseiten befindet sich nach der Senkleiter eine Station zur Qualitätskontrolle.
Paketierer 1 verfügt über einen 34 Meter langen Fahrweg, von dem aus beide Veredelungslinien beschickt werden können und eine Eingabe durch die Offline-Aufgabe möglich ist. Mit bei HESS GROUP neu entwickelten vollelektrischen Paketierern sind überschneidende und schnelle Bewegungen möglich, um die Taktzeiten möglichst gering zu halten. Durch spezielle Greifleisten und ein Sonderprogramm ist es auch möglich, dass Bordsteine einzeln von der Fertigungsunterlage abgenommen werden, um sie dann einzeln der Strahlanlage zuzuführen. Später werden diese dann auf einem Gruppiertisch bei SR Schindler durch den Paketierer 3 wieder gruppiert und anschließend verpackt. Dadurch ist der Kundenwunsch realisiert worden, Bordsteine automatisiert, zweiseitig zu strahlen.
Übersicht der Trockenseite
Linie 1
Nach der Produktkontrolle werden durch einen Steinlöser die Betonsteine auf der Fertigungsunterlage zusammengeschoben, um anschließend zum Oberflächenschutz Granulat aufzubringen oder bei Bordsteinen Holzleisten durch den automatischen Leistenaufleger von SR Schindler aufzulegen. Im Anschluss erfolgt das Umsetzen von Linie 1 auf die Verpackungslinie 1. Dies erfolgt durch den Paketierer 2. Auch dieser fährt dynamisch mit überschneidenden und exakten Bewegungen, um das Aufeinanderstapeln der Lagen schnell und präzise durchzuführen. Paketierer 2 verfügt zudem über 2 auf der Laufbahn installierten Laufwagen, die völlig autark voneinander positionieren können. Das zweite Laufwerk mit der vollelektrischen Klammer bedient die Veredelungsanlage und die Verpackungslinie 2. Die leeren Fertigungsunterlagen werden weiter auf Linie 1 durch die Brettbürste befördert, um anhaftende Reste zu entfernen. Anschließend werden die Fertigungsunterlagen in einem Sternwender um 180 Grad gedreht, um einen einseitigen Verschleiß zu vermeiden. Danach wird ein Paket von 30 Fertigungsunterlagen im Brettstapelgerät gebildet. Die Brettfahrzeuggruppe entnimmt die Brettstapel von Linie 1 und Linie 2 und transportiert sie im Anschluss zum Brettsilo der Steinfertigungsmaschine oder in das Brettpufferregal. Das Brettpufferregal hat eine Kapazität von 3960 Fertigungsunterlagen, was ca. 50 % der Kapazität der Trockenkammer entspricht.
Verpackungslinie 1
Die Verpackungslinie 1 dient hauptsächlich zur Verpackung von unveredelten Produkten von Trockenseite 1 oder 2. Im Außenbereich befinden sich die leeren Transportpaletten, die durch einen Umsetzer auf einen Unterflurkettenförderer in die Produktionshalle gefördert werden. Dadurch können beide Verpackungslinien mit unterschiedlichen Transportpaletten Typen versorgt werden, weiterhin wurde somit der Kundenwunsch umgesetzt, so gut wie keinen Gabelstaplerbetrieb innerhalb der Produktionshalle zu haben. Um wieder auf eine Transporthöhe von 700 mm zu kommen, befindet sich am Ende des Kettenförderers eine Hubstation mit Drehwerk, wodurch die Transportpaletten auf die Verpackungslinie gelangen. Durch Paketierer 2 wird ein Paket auf der Palette gebildet und anschließend ein Deckblatt mit Firmenlogo aufgelegt. Das Paket wird dann horizontal und vertikal umreift und anschließend auf eine Pufferbahn in den Außenbereich zur Abholung durch den Doppelgabelstapler transportiert.
Übergabe auf Verpackungslinie von HESS Seite
Steuerung
Die Steuerung der gesamten Veredelungs- und Verpackungsanlagen erfolgt über mehrere SIEMENS SPS S7-1500 Steuerungen mit dezentralen Bedienpanels mit Visualisierung.
Um die Steuerung der gesamten Pflasterveredelung zu erleichtern, entschied sich SETTLINE SP. Z O.O. für ein B&B Betriebs- und Überwachungssystem für die komplette Veredelung und Verpackung, welches aus einem PC, einem 22“-Bildschirm und zwei mobilen 10,4“-Tablet-PCs mit Visualisierung besteht. Über eine Rezeptverwaltung können alle vorgenommenen Einstellungen für ein jeweiliges Produkt abgespeichert werden. Auf diese Weise kann die gesamte Linie sehr leicht an den jeweiligen Produkttyp angepasst werden.
„Mit Hilfe dieser neuen Veredelungs- und Verpackungsanlagen gelingt es uns, selbst hohe Kundenanforderungen zu realisieren. Wir bedanken uns bei SR SCHINDLER für die gute Zusammenarbeit und sehen uns durch die Installation der neuen Anlagen für die zukünftigen Produktanforderungen gut gerüstet“ – teilte der Verkaufsleiter mit. Mit diesem modernen Konzept und den installierten Veredelungsmaschinen ist SETTLINE SP. Z O.O. für alle Kundenanfragen bestens aufgestellt. Sollten sich dennoch weitere Veredelungswünsche ergeben, ist bereits heute ein Platz für eine entsprechende Erweiterung vorgesehen.