Settline Sp. z o.o. invests in a new concrete block production facility
May 2, 2023
Settline Sp. z o.o., one of Poland’s leading manufacturers of concrete products, has invested in a new concrete block and paver production facility of HESS GROUP in collaboration with our team and SR SCHINDLER.
The state-of-the-art plant features the high-performance RH 2000-4 MVA for manufacturing paving blocks, concrete slabs, curbstones, and steps, equipped with almost all available options to produce a wide range of high-quality products. These products can then be processed thoroughly on the subsequent value-adding line.
Concrete Block and Paver Machine
The system’s central element is the RH 2000-4 MVA concrete block-making machine. In this case, Settline Sp. z o.o selected almost all options available and can thus proudly present an extensive portfolio of concrete block products.
The machine frame is very stable and durable. It is made up of solid steel moulded parts in both the lower and upper parts to withstand the vibrator’s powerful vibration forces. The machine possesses four tamper-head cylinders to ensure optimum block height control. This is particularly advantageous for large formats. The letter M in the description MVA indicates that this is a fast, precise MAC8 control system. The position values of the tamper head, the mould, and the filling boxes are sent as signals to the control system using Balluff bar transducers. They are evaluated, then issued as control parameters to the hydraulic valves. This enables real-time communication between components, resulting in overlapping movements that reduce wear and tear on the machine.
Variotronic
Hess’s well-proven Variotronic is implemented as the vibration system. It consists of four vibration units, each driven by a servo motor. The phase angles between two pairs of vibrators (and thus the vibration force) can be stepless adjusted, and the optimum vibration frequencies can be selected independently for individual vibration processes. A patented Hess face concrete planning roller is installed in the face mix filling box. The roller ensures the face concrete is filled optimally, preventing it from being dug out unevenly from the box.
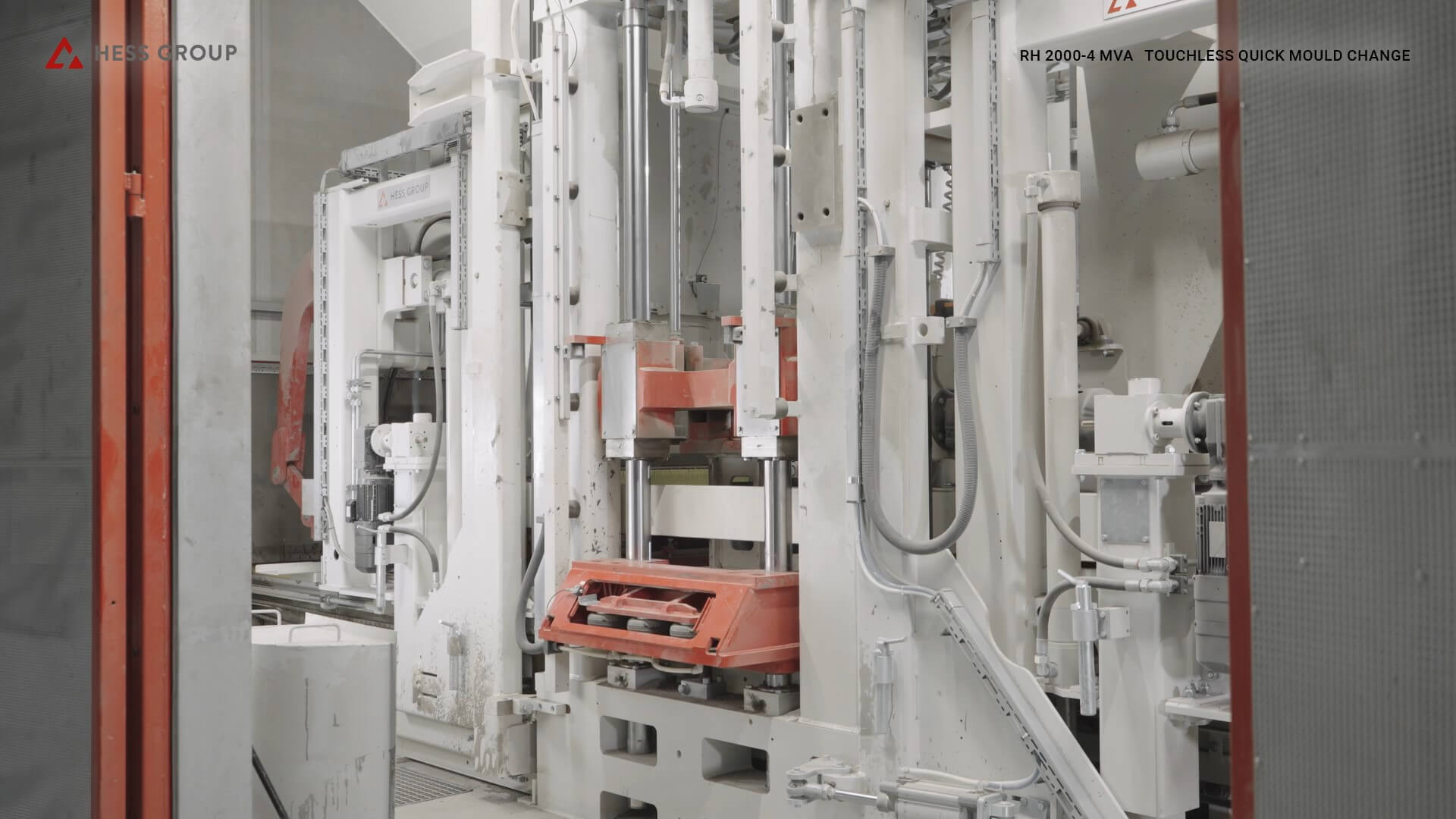
Automatic Mould Quick Change System
Changing a mould is possible within approx. 5 minutes with this system and only needs to be carried out by one operator. The new mould can be placed without interrupting production on the electrically driven mould-changing carriage between the board storage silo and the soundproof cabin during ongoing production. When the mould is changed, the old mould with its tamper head is placed on a production board, unlocked, and transported out of the soundproof booth under the face concrete unit. The mould is then automatically ejected on the wet side. In parallel, the new mould travels under the coarse concrete unit on the electric mould changing carriage into its precise pick-up position and is automatically clamped in place. The facing and core concrete units are raised using fast-lifting cylinders to accelerate the process.
RH 2000-4 MVA block-making machine
The mould ejection point is located opposite the product inspection point. The product inspection is an additional v-belt conveyor that can eject individual production boards without interfering with production. Product heights and quality can be checked without time pressure, and the push button can reintroduce production boards to the wet side. A walking beam conveyor transports the production boards from this position towards the elevator.
Above the mobile elevating platform is a wash-out system with three stations. This system is a new development from Hess Group, designed to keep the cycle time at this point as short as possible. The production boards are tilted at each station for processing.
1st station: washing out with 2 oscillating high-pressure nozzle bars. 2nd station: clear rinsing of the washed-out surface through a flushing box. 3rd station: blowing off the excess water to avoid dripping in the curing rack.
Behind the wash-out station is another inspection point to check on the washed-out products. An impregnation device is installed before the elevator to seal their surfaces or apply special agents.
Curing Chamber
The drying chamber made by Rotho is designed as a large-volume climate chamber for 7.800 Assyx production boards and has automatic temperature and humidity control. The elevator, lowerator, and finger car can each hold 30 production boards with a rack spacing of 200 mm. This is possible because the production boards have a width of 1.520 mm so that the forks of the finger car can be inserted beside the products. Only every second level must be occupied if necessary to store higher products in the curing chamber.
View into the curing chamber
Dry Side
Two parallel transport systems have been executed as walking beam conveyors on the dry side. This means that two different products can be transported simultaneously, standard products can be cubed, and another product can be refined simultaneously. Both lines are connected with a bypass immediately after the lowerators to supply one line from two operators if required (e.g., mixed operations). On both dry sides, there is a station for quality inspection after the lowerator.
Cuber 1 has a 34.00 m long travel track from which both value-adding lines can be fed. Offline Input is also possible through the offline infeed system. With the newly developed Cuber from Hess Group, overlapping movements can keep cycle times as short as possible. Thanks to a particular program and gripper bars, it is also possible to remove curbstones individually from their production board so that they can be fed as a single piece to the shot-blasting machine. Later, these are grouped again on an SR Schindler grouping table and by Cuber 3 subsequently packaged. This process has fulfilled the customer’s request for the automated, two-sided shot-blasting of curbstones.
General overview of both dry sides
Line 1
After product inspection, a stone squeezer pushes the concrete products together on the production board. An automatic dispenser can apply granulation on the products to protect the product’s surface. For curbstones, wooden bars will be laid on each layer using SR Schindler’s automatic wood bar applicator. The transfer from line 1 to packaging line 1 is then carried out by Cuber 2, which also moves dynamically with overlapping precision movements whereby layers are stacked rapidly and accurately. Cuber 2 also has two carriages installed on the same track that can be positioned independently. The second carriage’s hydraulic clamp serves the value-adding and packaging lines 2. Empty production boards are conveyed further on line 1 through a board brush to remove any adhering residues. The production boards are then rotated 180 degrees in a turner to avoid one-sided wear. A package of 30 production boards is formed in the board stacking unit. The board buffer finger car transports board stacks from lines 1 and 2 and subsequently transports them to the block-making machine’s board storage unit or the board buffer rack. The board buffer rack has a capacity of 3,960 production boards, corresponding to approx. 50 % of curing chamber capacity.
Packaging Line 1
Packaging line 1 is mainly used for unrefined packaging products. A transfer unit conveys empty transport pallets in the outside area onto an underfloor chain conveyor into the production hall. Both packaging lines can be supplied with different types of transport pallets. This again has fulfilled another of the customer’s wishes to have virtually no forklift operations within the production hall. To regain a transport height of 700 mm, a lifting station with a turntable at the end of the chain conveyor brings the transport pallets onto the packaging line. A package is formed on the pallet by cuber 2, and then a cover sheet with the company logo is applied. The package is strapped horizontally and vertically and then transported onto a buffer track to the outside area for collection by their forklift with double forks.
General overview of the packaging line on the Hess side
Control Unit
The entire value-adding and packaging lines are controlled via several Siemens PLC S7-1500 control units featuring decentralized operating panels with visualization.
To facilitate controlling the entire paving block value-adding process, Settline Sp. z o.o. opted for a B&B operating and monitoring system consisting of a PC, a 22" screen, and two mobile 10.4" tablet PCs with visualization for the complete finishing and packaging process. Recipe management can save all the settings for a particular product. This way, the entire line can be easily adapted to any specific product type.
“We can fulfil even the most demanding customer requirements with the aid of the new block-making machine and the new value-adding and packaging systems. We want to thank Hess Group and SR Schindler for their cooperation and see ourselves well equipped for future product requirements thanks to installing these new systems”, the sales manager says. Settline Sp. z o.o. is ideally positioned for all customer requests with its state-of-the-art facility and value-adding machines that have been installed. And space has already been earmarked for corresponding expansion, should further value-adding demands arise.